|
<< Click to Display Table of Contents >> Punkty zerowe |
  
|
|
<< Click to Display Table of Contents >> Punkty zerowe |
|
Istnieją dwa rodzaje tych punktów:
•Punkty zerowe bez długości narzędzia oraz bez wysokości materiału obróbki
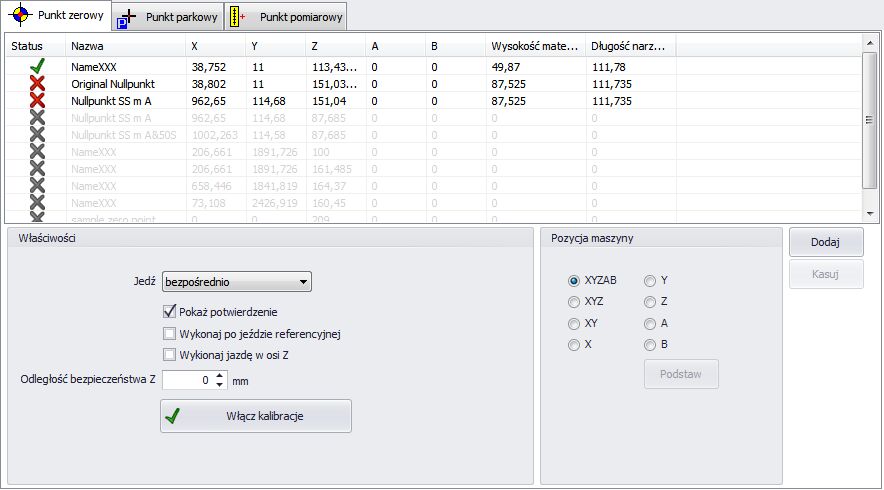
Można z nich korzystać tylko przy wyłączonej kalibracji (por. poniższą ilustrację).Wszystkie punkty bez podanej długości narzędzia posiadają oznaczony status ![]() ; ich wybór nie jest możliwy.
; ich wybór nie jest możliwy.
•Punkty zerowe z podaną długością narzędzia bądź podaną wysokością materiału
Współrzędne tych punktów wymierza się już przy doborze ich pierwotnej pozycji; punkty te posiadają dane o długości narzędzia i o wysokości materiału. W celu dokonania pomiaru należy jednak wpierw skalibrować czujnik długości narzędzia. Bez przeprowadzonej kalibracji przycisk "Kalibracja" pozostaje niewidoczny.
Zalety punktów zerowych z dokonanym pomiarem długości narzędzia:
•Przy zmianie narzędzia i stałej wysokości materiału obrabianego odpada konieczność ponownego definiownia (ręcznego) wysokości Z dla punktu zerowego. Długość nowego narzędzia zostaje przeniesiona z dotychczasowego, z kolei nowa wysokość Z, dla istniejącego już punktu zerowego, zostaje ustalona automatycznie.
•Przy zmienionej (i znanej!) wysokości materiału oraz niezmienionej długości narzędzia odpada konieczność ręcznej zmiany (i nowej definicji) wysokości Z dla punktu zerowego. Aktualna (nowa) wysokość materiału widoczna jest w tabeli (patrz poniższa ilustracja). cncGraF Pro porównuje ją z poprzednią wysokością materiału, określa nową wysokość Z dla punktu zerowego i zapisuje ją w tabeli.
Wady punktów zerowych z pomiarem długości narzędzia:
•Konieczność ręcznego określania punktu zerowego na początku ponieważ nie jest znana ani długość narzędzia ani wysokość materiału. Przy określaniu położenia punktu zerowego w osi Z pomocne jest skorzystanie z opcji "pomiar automatyczny punktu zerowego w osi Z".
Odległość bezpieczeństwa Z
•Po zdefiniowaniu nowej wysokości Z dla aktualnego punktu zerowego, można wykonać relatywną jazdę w osi Z. Tą jazdę nazywamy jako "Odległość bezpieczeństwa Z".