|
<< Click to Display Table of Contents >> Magazyn narzędzi |
  
|
|
<< Click to Display Table of Contents >> Magazyn narzędzi |
|
W poniżej przedstawionym okienku dialogu dokonuje się odpowiednich nastaw dla magazynu narzędzi.
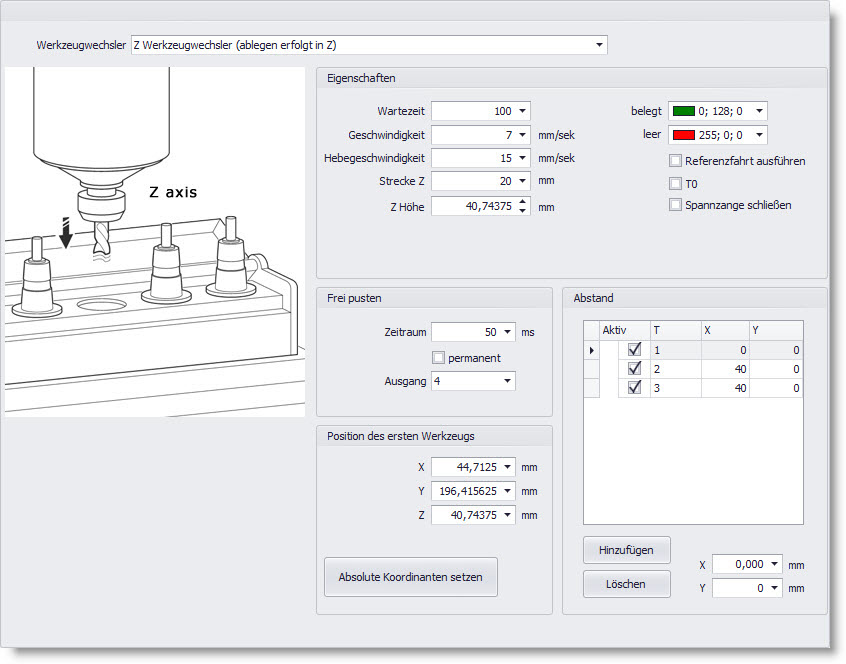
Ustawienia dla magazynu narzędzi Z :
1.Właściwości
W menu "ustawienia>parametry maszyny>dopasuj>magazyn narzędzi>magazyn narzędzi" dokonuje się nastawy takich parametrów jak czas oczekiwania, prędkość, szybkość unoszenia, odcinek Z oraz wysokość Z. Poza tym można tutaj zdefiniowć, czy po każdorazowej zmianie narzędzia nastąpić ma jazda referencyjna. Z tego też powodu można zdefiniować T0 jako początkowy numer narzędzia.
Czas oczekiwania :
Definiuje on czas bezruchu wrzeciona nad pozycją narzędzia w magazynku do momentu rozpoczęcia następnej czynności. Określa się tutaj czas potrzebny do uchwycenia lub zwolnienia narzędzia. W zależności od producenta czasy te mogą być różne; jeśli nie są one podane wprost w instrukcji, należy je określić poprzez testowanie.
Prędkość najazdu:
Parameter ten określa prędkość z jaką odbywa się najazd przy odkładaniu narzędzia do magazynku. Wartość ta powinna być stosunkowo niska ze względu na uniknięcie ewentualnych uszkodzeń narzędzi bądź magazynku.
Szybkość unoszenia:
Określa ona szybkość podejmowania narzędzia z magazynku. Może być ona z powodzeniem wyższa niż prędkość najazdu przy odkładaniu narzędzia.
Odcinek Z:
Określa się tutaj wielkość drogi na której narzędzie wprowadzane jest do magazynku ze zredukowaną prędkością aż do całkowitego zatrzymania się. Przy określaniu tej wielkości należy korzystając z posuwu ręcznego dla osi Z ustawić maszynę w pozycji startowej, następnie wyzerować wartość względną (relatywną) dla osi Z - analogicznie do opisanego już postępownia dla osi X i Y w rozdziale "czujnik wysokości materiału". Następnie należy poruszać się w osi Z tak długo, aż się osiągnie pozycję końcową narzędzia w magazynku. Wartość drogi jaka teraz jest wyświetlona przy RZ odpowiada "odcinkowi Z".
Wysokość Z:
Określa się tutaj bezkolizyjną wysokość w osi Z, przy której odbywa się najazd nad narzędzie. Nie powinna ona być jednak niższa od wartości Z umieszczonej w "pozycja pierwszego narzędzia", a gdyby nawet się wpisało wielkość mniejszą od niej, cncGraF Pro automatycznie podniesie ją do poziomu równego wartości dla Z w "pozycja dla pierwszego narzędzia".
W "Parametry maszyny>Dopasuj>Magazyn narzędzi" można również oznaczać kolorami miejsca w magazynku narzędzi odpowiednio do tego, czy są one wolne lub obłożone narzędziem. Jednocześnie można dokonać nastawy czy przed odłożeniem narzędzia w magazynku powinna być dokonana jazda referencyjna. Opcję tą zaleca się w przypadku, jeśli się stwierdzi, że maszyna w czasie obróbki zgubiła kroki w związku z czym nie można precyzyjnie najechać na pozycję narzędzia w magazynku. W przypadku postawienia haczyka przy T0 numeracja narzędzi rozpoczyna się od T0 (standardowo rozpoczyna się ta numeracja w plikach DIN-ISO od T1). Jedną z dalszych funkcji jest "Zamknąć uchwyt narzędzia". Jeśli uaktywni się tę funkcję poprzez haczyk w tym polu wówczas uchwyt narzędziowy zamyka się przy każdorazowej zmianie narzędzia. Tym sposobem zapobiega się stałemu uchodzeniu sprężonego powietrza.
2.Dmuchawa/przedmuchać
Funkcja ta jest przewidziana do oczyszczania uchwytu narzędziowego z wiórów/resztek materiału; można jej alternatywnie użyć do sterowania osłony magazynku narzędzi (zamykanie/otwieranie). Najpierw należy jednak dokonać wyboru wyjścia, które ma sterować tą funkcją; do wyboru stoją opcje "stale dmuchać lub "zdefiniowany czas".
3.Pozycja pierwszego narzędzia:
Określa się tutaj pozycję pierwszego narzędzia w magazynku narzędzi. Pozycję tą określić można na dwa sposoby.
1.Pomiar ręczny.
Wychodząc od punktu 0 (zero absolutne) określić wpierw współrzędne narzędzia w magazynku dla osi X i Y.
Dla osi Z natomiast należy dokonać tego pomiaru wychodząc od powierzchni stołu maszyny do wysokości (na osi Z), od której rozpoczynać się ma szybkość najazdu (wolniejsza szybkość) dla osi Z .
2.Pomiar z użyciem posuwu ręcznego.
Należy w posuwie ręcznym najechać na dokładną pozycję narzędzia w osi X, a w osi Z opuścić do tej pozycji, w której rozpoczyna się prędkość najazdu. Następnie kliknąć lewym klawiszem myszki na "podstaw absolutne koordynaty". W ten sposób współrzędne X, Y oraz Z zostaną wpisane automatycznie w poszczególne pola.
4.Odstęp
Poprzez klinięcie na "Dołącz" wpisać pierwsze narzędzie z listy narzędzi, przy czym współrzędne dla X i Y z wartością 0 (zero), ponieważ dopiero co zostały zdefiniowane.Następnie wpisać kolejne narzędzie podając odstęp osi od pozycji pierwszego narzędzia (w zależności od polożenia magazynku narzędzi dla osi X lub Y). Czynności te powtarzać tak długo, aż wszystkie narzędzia zostaną wpisane do listy.Po ukończeniu tego zapisu ukazuje się na ekranie magazyn narzędzi.
Ustawienie magazynu narzędzi X,Y
1. Właściwości
Ustawia się tutaj takie parametry jak "czas oczekiwania", "prędkość najazdu", "szybkość unoszenia", "odcinek Z", "jedź w" oraz "odcinek X/Y". Poza tym można tutaj zdefiniować, czy po każdorazowej zminie narzędzia powinna zostać przeprowadzona jazda referencyjna. Można tu też ustalić T0 jako pierwsze narzędzie w numeracji.
Czas oczekiwania:
Definiuje on czas bezruchu wrzeciona nad pozycją narzędzia w magazynku do momentu rozpoczęcia następnej czynności. Określa się tutaj czas potrzebny do uchwycenia lub zwolnienia narzędzia. W zależności od producenta czasy te mogą być różne; jeśli nie są one podane wprost w instrukcji, należy je określić poprzez testowanie.
Prędkość najazdu:
Parameter ten określa prędkość z jaką odbywa się najazd przy odkładaniu narzędzia do magazynku. Wartość ta powinna być stosunkowo niska ze względu na uniknięcie ewentualnych uszkodzeń narzędzi bądź magazynku.
Szybkość unoszenia:
Określa ona szybkość podejmowania narzędzia z magazynku. Może być ona z powodzeniem wyższa niż prędkość najazdu przy odkładaniu narzędzia
Odcinek Z:
Określa się tutaj wielkość drogi na której narzędzie wprowadzane jest do magazynku ze zredukowaną prędkością aż do całkowitego zatrzymania się. Przy określaniu tej wielkości należy korzystając z posuwu ręcznego dla osi Z ustawić maszynę w pozycji startowej, następnie wyzerować wartość względną (relatywną) dla osi Z - analogicznie do opisanego już postępownia dla osi X i Y w rozdziale "czujnik wysokości materiału". Następnie należy poruszać się w osi Z tak długo, aż się osiągnie pozycję końcową narzędzia w magazynku. Wartość drogi jaka teraz jest wyświetlona przy RZ odpowiada "odcinkowi Z".
Jedź w :
W zależności od zorientowania magazynku narzędzi (wzdłuż osi X czy Y) określa się tutaj wzdłuż której osi powinien nastąpić najazd nad odpowiednie gniazdo narzędzia.
Odcinek X/Y:
Definiuje się tutaj długość tego odcinka jazdy.
|
Należy pamiętać, że przy określaniu tych parametrów rozchodzi o dane względne, których wartości mogą być dodatnie lub ujemne w zależności od zorientowania magazynku narzędzi. |
Pod "Właściwości" można również oznaczać kolorami miejsca w magazynku narzędzi odpowiednio do tego, czy są te miejsca wolne cze też obłożone narzędziem. Jednocześnie można dokonać nastawy czy przed odłożeniem narzędzia w magazynku powinna być dokonana jazda referencyjna. Opcję tą zaleca się w przypadku, jeśli się stwierdzi, że maszyna w czasie obróbki zgubiła kroki w związku z czym nie można precyzyjnie najechać na pozycję narzędzia w magazynku. W przypadku postawienia haczyka przy T0 numeracja narzędzi rozpoczyna się od T0 (standardowo rozpoczyna się ta numeracja w plikach DIN-ISO od T1). Jedną z dalszych funkcji jest "Zamknąć uchwyt narzędzia". Jeśli uaktywni się tę funkcję poprzez haczyk w tym polu wówczas uchwyt narzędziowy zamyka się przy każdorazowej zmianie narzędzia. Tym sposobem zapobiega się stałemu uchodzeniu sprężonego powietrza.
2. Dmuchawa/przedmuchać
Funkcja ta jest przewidziana do oczyszczania uchwytu narzędziowego z wiórów/resztek materiału; można jej alternatywnie użyć do sterowania osłony magazynku narzędzi (zamykanie/otwieranie). Najpierw należy jednak dokonać wyboru wyjścia, które ma sterować tą funkcją; do wyboru stoją opcje "stale dmuchać lub "zdefiniowany czas".
3. Pozycja pierwszego narzędzia:
Określa się tutaj pozycję pierwszego narzędzia w magazynku narzędzi. Pozycję tą określić można na dwa sposoby.
1. Pomiar ręczny.
Wychodząc od punktu 0 (zero absolutne) określić wpierw współrzędne narzędzia w magazynku dla osi X i Y.
Dla osi Z natomiast należy dokonać tego pomiaru wychodząc od powierzchni stołu maszyny do wysokości (na osi Z), od której rozpoczynać się ma szybkość najazdu (wolniejsza szybkość) dla osi Z .
2. Pomiar z użyciem posuwu ręcznego.
Należy w posuwie ręcznym najechać na dokładną pozycję narzędzia w osi X, a w osi Z opuścić do tej pozycji, w której rozpoczyna się prędkość najazdu. Następnie kliknąć lewym klawiszem myszki na "podstaw absolutne koordynaty". W ten sposób współrzędne X, Y oraz Z zostaną wpisane automatycznie w poszczególne pola.
4. Odstęp
Poprzez klinięcie na "Dołącz" wpisać pierwsze narzędzie z listy narzędzi, przy czym współrzędne dla X i Y z wartością 0 (zero), ponieważ dopiero co zostały zdefiniowane.Następnie wpisać kolejne narzędzie podając odstęp osi od pozycji pierwszego narzędzia (w zależności od polożenia magazynku narzędzi dla osi X lub Y). Czynności te powtarzać tak długo, aż wszystkie narzędzia zostaną wpisane do listy.Po ukończeniu tego zapisu ukazuje się na ekranie magazyn narzędzi.
Po dokonaniu tych nastaw należy przejść do punktu "Bezpieczeństwo".