|
<< Click to Display Table of Contents >> Oś styczna |
  
|
|
<< Click to Display Table of Contents >> Oś styczna |
|
Do przycinania grubych folii lub kartonu używa się obrotowych noży oscylacyjnych. Ustawiają się one samoczynnie za pomocą silnika krokowego w kierunku cięcia. Mają Państwo do wyboru noże oscylacyjne z jednym lub dwoma ostrzami.
Przy użyciu noży oscylacyjnych wymagane jest sterowanie 4-ma osiami (do osi X,Y oraz Z dochodzi dodatkowy silnik krokowy do sterowania obrotem noża oscylacyjnego). Przed uaktywnieniem osi stycznej należy jednak w "parametrach maszyny" włączyć oś A oraz zdefiniować jej parametry.
Opis |
Klawisze |
Polecenie z menu |
Symbol |
|---|---|---|---|
Włączyć oraz zdefiniować oś styczną |
żadne |
Ustawiena > Parametry maszyny > Dopasuj... |
|
W celu włączenia osi stycznej prosze przejść w menu głównym do "Parametrów maszyny" a następnie do osi stycznej. W poniżej przedstawionym okienku dialogu należy dokonać wymaganych nastaw.
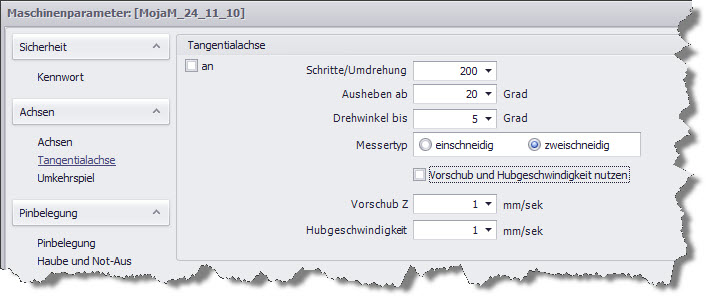
Szkic: Dialog "Parametry maszyny > Oś styczna"
Kroki/Obrót
Wpisuje się tutaj liczbe kroków, którą wykona silnik krokowy przy jego jednym pełnym obrocie.
Podnieś od kąta
Definiuje się tutaj w stopniach graniczną wielkość kąta pomiędzy wektorami, po przekroczeniu którego następuje całkowite wyjęcie noża z materiału, nastepnie jego ustawienie w nowym kierunku cięcia i ponowne zagłębienie w materiale. Poniżej tej wartości granicznej nóż oscylacyjny w czasie jego obrotu pozostaje jeszcze w obrabianym materiale (porównaj z "Kąt obrotu do").
|
By nie uszkodzić materiału kąt ten nie powinien przekraczać 45 °. Z kolei wybór zbyt małego kąta powoduje znaczne wydłużenie procesu obróbki. Zaleca się wybór nastawy pośredniej. |
Kąt obrotu do
Jeżeli kąt pomiędzy wektorami jest mniejszy lub równy wartości "Kąt obrotu do" wówczas nóż oscylacyjny dokonuje obrotu (= pozycjonowania na nowy kąt) w czasie jazdy/obróbki bez wyjmownia go z materiału aż do końca odcinka obróbki. Jeśli z kolei kąt pomiędzy wektorami przekracza nastawioną wielkość "Kąt obrotu do" wówczas nóż oscylacyjny zatrzymuje się w trakcie obróbki pozostając zagłębiony w materiale. Nóż zostaje kątowo pozycjonowany zgodnie z nowym wektorem i jazda/obróbka zostaje podjęta na nowo. By jednak uniknąć uszkodzeń materiału obróbki zaleca się by przy nastawie tego kąta nie przekraczać granicy 10 stopni.
Posuw i prędkość wyciągania narzędzia
Przy pomocy tej funkcji można zapisane wcześniej w pliku HPGL parametry dla osi Z na nowo zdefiniować i zastąpić je nowymi, stałymi parametrami maszyny. Posuw Z określa tutaj prędkość zagłębiania się noża w materiał mm/sek (prędkość robocza Z), a z kolei prędkość wyciągania narzędzia dotyczy wyciągania noża z materiału.
|
Uwaga: Parametry dla osi A zostają zastąpione nowymi skoro tylko uaktywnia się oś styczną. |