|
<< Click to Display Table of Contents >> Prędkość referencyjna |
  
|
|
<< Click to Display Table of Contents >> Prędkość referencyjna |
|
Jako prędkość referencyjną rozumie się taką prędkość z jaką przeprowadza się jazdę referencyjną. Służy ona do opisania pozycji w maszynie, dlatego też należy ją określić jako pierwszą. Po jej ustaleniu należy sprawdzić ustawienie osi.
|
Prędkość referencyjna nie powinna być wyższa od prędkości maksymalnej ponieważ grozi to utratą kroków/impulsów co z kolei prowadzi do zafałszowań przy pozycjonowaniu maszyny. Dlategoteż zaleca się by prędkość referencyjną ustalać na poziomie trochę niższym od maksymalnej. |
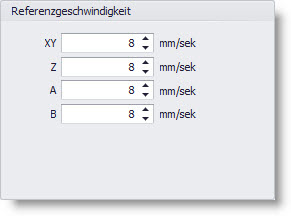
Ustaloną prędkość referencyjną dla poszczególnych osi należy wpisać w pola jak na poniższym szkicu:
Po wprowadzeniu tych wartości należy ustalić krzywą przyspieszenia oraz typ nachylenia prostej przyspieszenia (przy zmianie prędkości od wyjściowej np. od referencyjnej, do maksymalnej, bądź też na odwrót). Nastawa ta jest konieczna, by uniknąć najazdu na łącznik referencyjny z pełną prędkością maksymalną i w konsekwencji jego uszkodzenia. Nastawa ta odbywa się w menu "Szybkości>Przyspieszenie".
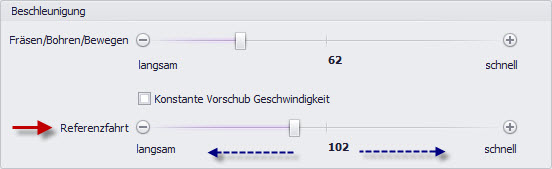
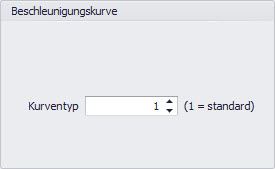
Krzywą przyspieszania zmienia się przesuwając suwak w kierunku "+" lub "-" ( "-" czyli wydłużenie czasu przyspieszenia, bądź "+" czyli skrócenie czasu przyspieszenia). Z kolei kąt pochylenia prostej przyspieszenia zmienia się poprzez zmianę typu (w skali od 1 do 6). Im wyższa jest liczba tym bardziej stroma jest ta prosta, czyli przyspieszenie rośnie. Zmianę tej nastawy ze standardowej (1) na wyższe powinno się dokonywać w zasadzie tylko dla maszyn o bardzo dużych prędkościach obróbki rzędu 300 mm/sek lub wyższych. Zmiana typu przekłada się bardzo silnie na zmianę przyspieszenia!
Stała prędkość posuwu:
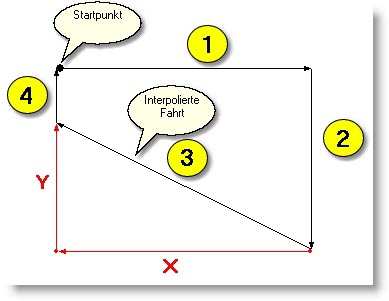
Opcja ta pozwala na zachowanie prędkości zadanych nie tylko wzdłuż poszczególnych osi X, Y , Z ale również przy tzw. jazdach diagonalnych (interpolowanych, na poniższej ilustracji na odcinku 3) lub w jeździe po łuku. Steruje się tutaj równocześnie dwa silniki; ponieważ prędkość wypadkowa (wzdłuż diagonalnej lub wzdluż łuku) winna wynosić tyle co zadana (np. 20 mm/sek) prędkości składowe (w osi X i Y) zostają zatem odpowiednio dopasowane.
Przy aktywnej funkcji:
| Na odcinku 3 sterowanie dopasowuje rzeczywistą = wypadkową prędkość posuwu do zadanej (w tym przypadku do 20 mm/sek) |
Przy wyłączonej funkcji:
Sterowanie prędkościami silników nie uwzględnia diagonalego charakteru odcinka 3 (który jest dłuższy niż odcinek 1). W związku z tym obróbka na odcinku 3 dokonuje się w czasie obróbki równym dla odcinka 1, czyli z wyższą prędkością skrawania na odcinku 3, co nie zawsze jest pożądane ze względu na ewentualną groźbę uszkodzenia materiału lub narzędzia.
Jak sprawdzić, czy nastawy są właściwe?
W tym celu należy przeprowadzić jazdę referencyjną. Jeśli maszyna dojeżdża do łączników referencyjnych gwałtownie i "twardo", należy wówczas suwak przesuwać w kierunku "-" tak długo, aż uzyska się zadowalające rezultaty.
Następnie dokonuje się nastawy dla frezowania/wiercenia/posuwu. Wartości tej nastawy mogą się różnić od wartości nastaw referencyjnych i są z reguły od nich niższe. Nie zaleca się jednak dokonywania wyboru zbyt małej prędkości posuwu ponieważ wydłuża to istotnie czas obróbki.
Po dokonaniu nastawy prędkości referencyjnej należy przejść do punktu nastawy prędkości maksymalnej.