|
<< Click to Display Table of Contents >> Frezowanie/Wiercenie danych w 2D |
  
|
|
<< Click to Display Table of Contents >> Frezowanie/Wiercenie danych w 2D |
|
Pliki 2D typu np. : HPGL, DXF, EPS, POSTSCRIPT nie zawierają informacji potrzebnych do sterowania maszynami CNC.
Dlatego też takie informacje jak kolejność obróki, wysokość nalotu, głębokości Z, szybkości, etc. muszą być dodatkowo zdefiniowane w okienku dialogu "Magazyn narzędzi" lub "Parametry pracy".
W okienku dialogu "Parametry pracy" definiuje się następujące wielkości:

Ilustracja 1: Okienko dialogu "Parametry pracy"
Wybór danych i kolejność ich obróbki:
Funkcję tą obrazuje poniższy przykład frezowania płytki drukowanej. Na layout płytki składają się plik typu HPGL oraz jemu przynależny plik wiercenia.
Program cncGraF Pro jest w stanie otworzyć, obrobić oraz przedstawić obydwa pliki jako jeden dokument.
Jako pierwszy krok należy dokonać wyboru pozycji danych do obróbki w oknie dialogu "Parametry pracy".
Można tutaj wybierać pomiędzy wektorami a punktami wiercenia (patrz ilustracja nr 2).
Jeśli dokument np. zawiera tylko punkty wiercenia (Sieb & Maier) lub tylko wektory (HPGL, DIN 66025) wówczas pojawiają się tylko te odpowiednie dla nich dane w tabeli.
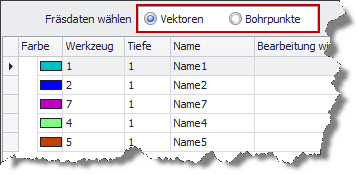
Ilustracja 2: Wybór pliku zależny od tego czy plik z wektormi, czy z punktami wiercenia
Lista z narzędziami - dla opcji "Wektory" czy też "Punkty wiercenia" zawiera wszystkie użyte narzędzia w kolejności obróbki (z góry na dół, patrz ilustracja 3).
W pliku typu DIN 66025 nie ma możliwości zmiany kolejności narzędzi.

Ilustracja 3:Opcja "zmień narzędzie" jest aktywna. Kolejność obróbki można zmienić poprzez wybór narzędzia w liście i uruchomienie przycisku ze strzałkami (w góre lub w dół) .
|
Dla danych w 3D nie da się zmienić kolejności obróbki. Różne głębokości "Z" pomiędzy danymi narzędzi spowodować mogą ukośną jazdę w osi Z. W tym przypadku przyciski ze strzałkami nie są widoczne. |
Powtarzanie obróbki i zagłębianie:
Wprowadzanie danych dla "Powtarzanie obróbki" oraz "Zagłębianie" (w mm) odbywa się poprzez kliknięcie w odpowiedniem wierszu i kolumnie tabeli z narzędziami. Wartość 0 oznacza jednokrotną obróbkę, z kolei wartość 1-n oznacza liczbę powtórzeń obróbki. Funkcja ta w połączeniu z funkcją zagłębienie dla osi Z używana jest wówczas, jeśli nie da się obrobić materiału w jednym tylko przejściu (frezowanie rowków w metalu, szlifowanie/frezowanie powierzchni, etc.)
Program cncGraF Pro oferuje dla "Powtarzanie obróbki" następujące możliwości:
1."Obróbka zorientowana na objekt" zastosowana być może dla danych w 2D. W tym przypadku maszyna najpierw obrabia kompletnie jeden cały objekt, zanim przejdzie do obróbki następnego objektu (patrz przykład u dołu).
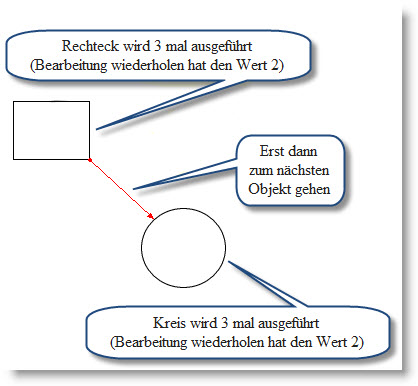
Ilustracja 4: Obróbka zorientowana na objekt skraca czas obróbki maszyny CNC
2."Powtórz obróbkę bez zmiany kolejności pliku" przeprowadza operację frezowania dokładnie z jej zapisem w pliku uwzgledniając narzędzia. Przykład: W pliku HPGL stoją narzędzia w nastepującej kolejności: SP1, SP3, SP1, SP2, SP1. W tym przypadku są najpierw wykonywane wszystkie elementy dla narzędzia SP1, SP3 i SP2. Następnie wykonywana jest powtórka.
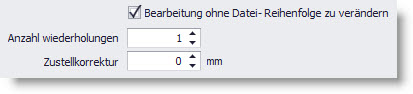
Ilustracja 5: "Powtórz obróbkę bez zmiany kolejności pliku" jest aktywne, obróbka pliku zostanie powtórzona, jednak bez zaglębienia
3."Obróbka według kolejności pliku bez zmiany narzędzia" przeprowadza operację frezowania dokladnie tak jak jest zapisane w pliku NIE uwzgledniając narzędzia. Przykład: W pliku HPGL stoją narzędzia w nastepującej kolejności: SP1, SP3, SP1, SP2, SP1. W tym przypadku sa wykonywane dane najpierw z SP1, SP3, SP1, SP2 i SP1. Następnie wykonywana jest powtórka.
4.Przy wyłączonych obydwu w/w opcjach polecenie "Powtórz obróbkę" zostanie wyprowadzone z listy narzędzi i to w kolejności narzędzi z tej listy.
Właściwości:
Znajdują się tutaj następujące funkcje::
•Narzędzie zmień: Jeśli ta opcja jest aktywna, wówczas da się również uaktywnić opcja Narzędzie zmierz.
Po zmianie narzędzia nastąpi najazd na czujnik pomiaru długości narzędzia i dokonany zostanie pomiar długości narzędzia w celu kompensacji różnicy w długości narzędzia.
Czujnikiem może być np. zwykły mikrowyłącznik. Po dokonanym pomiarze obróbka zostaje wznowiona przy użyciu już nowego narzędzia.
|
Dalsze informacje dot. pomiaru narzędzia zawarte są w rozdziale "Zmierz narzędzie" |
•Na końcu operacji frezowania/wiercenia mogą być wykonane takie czynności jak "Podnieś narzędzie", "Jedź na pozycję zerową", "Jedź na pozycję parkowę", "Wykonaj jazdę referencyjną" oraz TYLKO dla automatycznej zmiany narzędzi funkcja "Narzędzie odłóż".
•Po uruchomieniu Przerwy można dokonać takich czynności jak: "Podnieś narzędzie", "Jedź na pozycję zerową" lub "Jedź na pozycję parkową".
Dalsze informacje dot. Przerwy zawarte są w rozdziale "Przerwa".
•Jeśli dokonany został wcześniej pomiar wysokości materiału poprzez skanowanie, można wówczas uaktywnić funkcję"Korekta wysokości".
Wiecej na ten temat znajdą Państwo w rozdziale "Pomiar wysokości materiału"
'
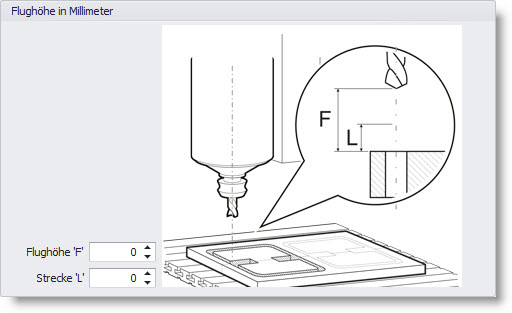
Wysokość nalotu:
•Wysokość nalotu "F" jest to odstęp pomiędzy szpicem narzędzia, a materiałem obróbki w czasie jazdy jałowej. Odcinek "L" jest częścią wysokości "F", na którym ruch odbywa się z prędkością posuwu wzdłuż osi Z. Dla "L" = 0 lub jeśli L>F następuje obniżanie się na całym odcinku z prędkością maksymalną. Wysokość nalotu można ustalić automatycznie naciskając przycisk ![]() .
.
W tym przypadku aktualna Z - wysokość maszyny przyjęta bedzie jako nowa wysokość nalotu.