|
<< Click to Display Table of Contents >> Korekta średnicy narzędzia |
  
|
|
<< Click to Display Table of Contents >> Korekta średnicy narzędzia |
|
Z pomocą tej funkcji ustala się z której strony wektora rysunku znajdować się ma narzędzie. cncGraF Pro może skorygować położenie narzędzia w stosunku do wektora na lewo, lub na prawo od niego, a także wewnątrz lub na zewnątrz konturu.
W poniższej tabeli przedstawiono poszczególne funkcje dla korekty średnicy narzędzia.
Opis |
Klawisz |
Polecenie z menu |
Symbol |
|---|---|---|---|
Korekta średnicy narzędzia dla całego rysunku |
brak |
Edycja>Korekta średnicy narzędzia
lub poprzez ikonkę
Korektę średnicy narzędzia z paska narzędzi |
|
Korekta średnicy narzędzia dla polilinii |
brak |
Menu kontekstowe (prawy klawisz myszki) na widoku rysunku w 2D
lub poprzez
Korektę średnicy narzędzia z paska narzędzi |
|
Punkt wiercenia w środku |
brak |
Menu kontekstowe (prawy klawisz myszki) na widoku rysunku w 2D
lub poprzez
Korektę średnicy narzędzia z paska narzędzi |
brak |
Wybraną korektę średnicy narzędzia skasować |
brak |
Menu kontekstowe (prawy klawisz myszki) na widoku rysunku w 2D
lub poprzez
Korektę średnicy narzędzia na poziomym pasku narzędzi |
|
Kompletną korektę skasować |
brak |
Edycja>Usuń>Korektęśrednicy narzędzia |
|
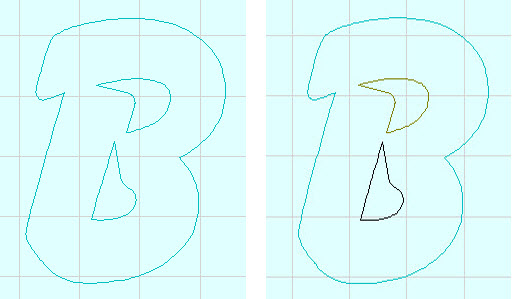
Poniższa ilustracja wyjaśnia jak należy rozumieć korektę średnicy narzędzia wewnątrz i na zewnątrz konturu.
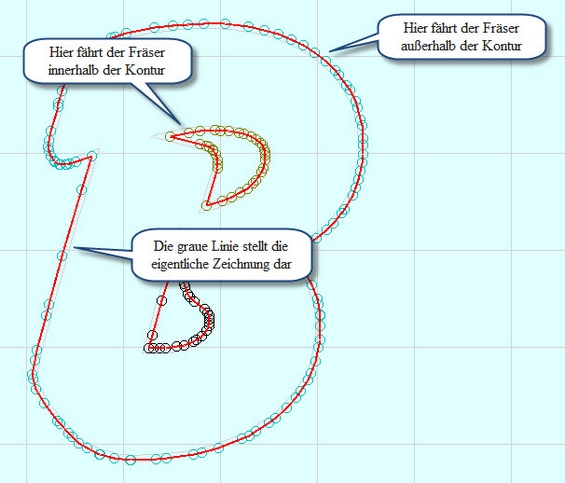
Ilustracja 1: Korekta średnicy narzędzia dla przypadku wewnątrz i na zewnątrz konturu.
Korektę tę przeprowadzić można na dwa różne sposoby.
Korekta dla wielu narzędzi:
Jeśli ma się dokonać korekty dla całego rysunku (i dla różnych narzędzi) należy wowołać z menu "Korekta średnicy narzędzia" (Edycja>Korekta średnicy narzędzia lub poprzez przycisk ![]() z listy narzędzi).
z listy narzędzi).
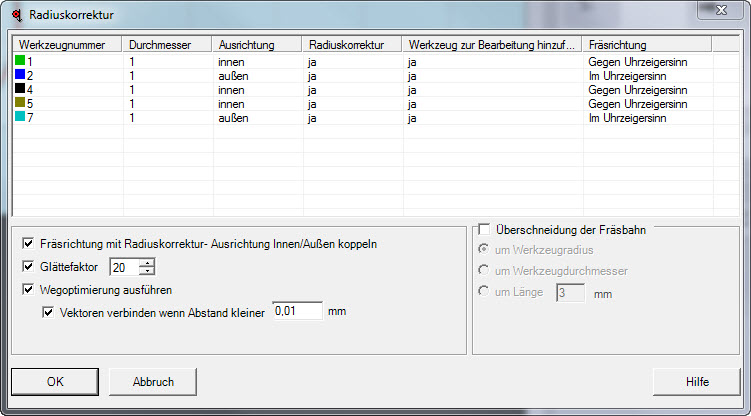
Ilustracja 2: Menu "Korekta średnicy narzędzia"
Istnieją tutaj następujące możliwości nastawy (patrz ilustracja 2)
•Średnica narzędzia
Dopasować tu można średnicę odpowiedniego narzędzia .
•Kierunek
Ustala się tu, czy ścieżka frezowania znajdować się ma wewnątrz lub na zewnątrz konturu, a także czy na lewo lub na prawo od obrabianego konturu
•Korekta narzędzia
Ustala się tu, czy ma być przeprowadzona korekta średnicy narzędzia, czy też nie
•Dołącz narzędzie do obróbki
Opcja ta pozwala na dołączanie/odłączanie narzędzi
|
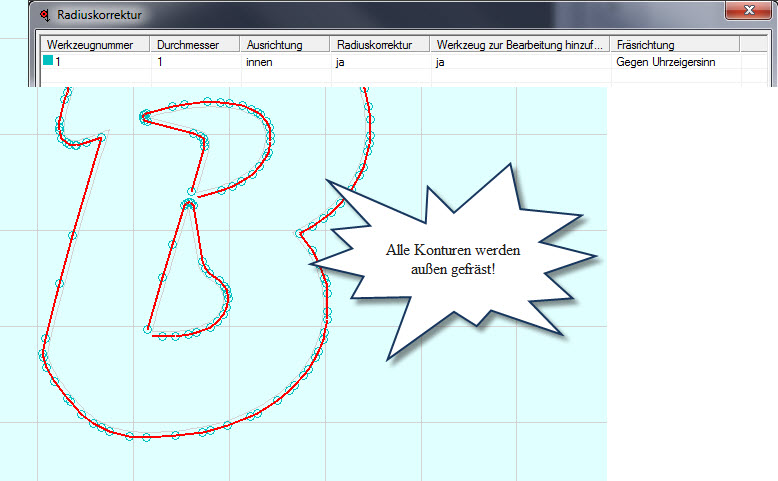
Przy nastawie dla konkretnego narzędzia funkcji "Korekta narzędzia" = NIE oraz funkcji "Dołącz narzędzie do obróbki" = TAK maszyna frezuje wzdłuż rzeczywistej krawędzi konturu (środek freza pokrywa się z krawędzią konturu) bez jakiejkolwiek korekty średnicy narzędzia. |
•Kierunek frezowania
Ustala się tutaj, w którym kierunku ma nastąpić frezowanie odpowiednim narzędziem.

Ilustracja 3: Ścieżki frezowania bez korekty średnicy narzędzia mogą zostać do obróbki dołączone lub od niej odłączone
Po ustaleniu tych parametrów dokonać można dalszych ustawień jak np. czy powiązać należy kierunek frezowania z korektą średnicy narzędzia (wewnątrz/zewnątrz). Poza tym ustalić można faktor wygładzania oraz uaktywnić optymalizację drogi. Ponadto dokonać można nastawy, by wektory znajdujące sią od siebie w odstępie mniejszym niż X zostały ze sobą połączone.
Optymalizacja drogi oraz faktor wygładzania dokonują optymalizacji danych jeszcze przed obliczeniem korekty średnicy narzędzia. Zezwala to na dokładne obliczenie ścieżek obróbki nawet dla skomplikowanych przypadków. W plikach zawierających dużą liczbę małych wektorów faktor wygładzania powinien być ustawiony pomiędzy 15 i 45. Faktor wygładzania zmienia dane wygenerowane przy pomocy korekty średnicy narzędzia (por. ilustracja 4). Oryginalne wektory nie zostają jednak zmodyfikowane. Im wyższy jest faktor wygładzania, tym mniejsza jest liczba małych wektorów, a w konsekwencji zgrubna korekta średnicy narzędzia.
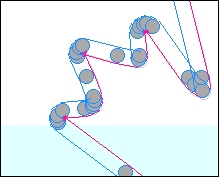
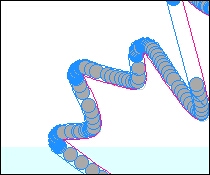
Ilustracja 4: Ścieżki obróbki dla korekty średnicy narzędzia
po lewej - przy wysokiej liczbie faktora wygładzania, po prawej - przy niskiej liczbie faktora wygładzania.
Korekta średnicy narzędzia dla obróbki tylko jednym narzędziem:
Przy plikach typu HPGL z tylko jednym zdefiniowanym narzędziem grafika wygląda jak następuje:
Ilustracja 5: Po lewej - tylko jedno narzędzie, po prawej - wiele narzędzi
Przy użyciu tylko jednego narzędzia i dokonanej korekty jego średnicy wynika z tego ograniczenie, że podana pozycja narzędzia w stosunku do konturu (wewnątrz/zewnątrz) zastosowana będzie dla całego rysunku.
Ilustracja 6: Korekta średnicy narzędzia przy użyciu tylko jednego narzędzia obróbki
Po przeprowadzeniu korekty średnicy narzędzia dla w.w.przypadku niektóre z polilinii obliczone zostają błędnie (wewnętrzne fragmenty "B"). Oczywiście jest to niepożądany rezultat, ponieważ dla tego wewnetrznego fragmentu "B" obróbka musi się odbyć od jego strony wewnętrznej, a nie zewnętrznej konturu. Aby jednak obróbka dokonana jedynie wzdłuż tych poprawnie obliczonych, należy wpierw usunąć te błędnie obliczone
W tym celu należy :
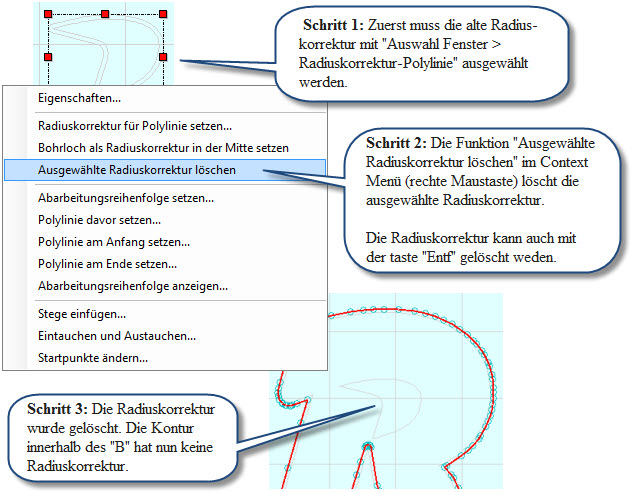
Ilustracja 7: Usuwanie korekty średnicy narzędzia
Po wykonaniu tych trzech wyżej opisanych czynności należy jednak przyporządkować odpowiednim konturom właściwe korekty średnicy narzędzia.
Należy zatem wybrać pod "wybór okna" odpowiednią polilinię i ją zamarkować. Następnie wejść do menu kontekstowego (prawy klawisz myszki) i przejść do pozycji "Postaw korektę narzędzia dla polilinii" (dialog ten wywołać można alternatywnie z lewego paska narzędzi). Po otwarciu się okienka dialogu można ustawić "Kierunek" na wewnątrz. Po dokonaniu tych nastaw należy w celu ich potwierdzenia nacisnąć klawisz "Postaw". Nastąpi wówczas obliczenie korekty średnicy narzędzia dla tej polilinii.
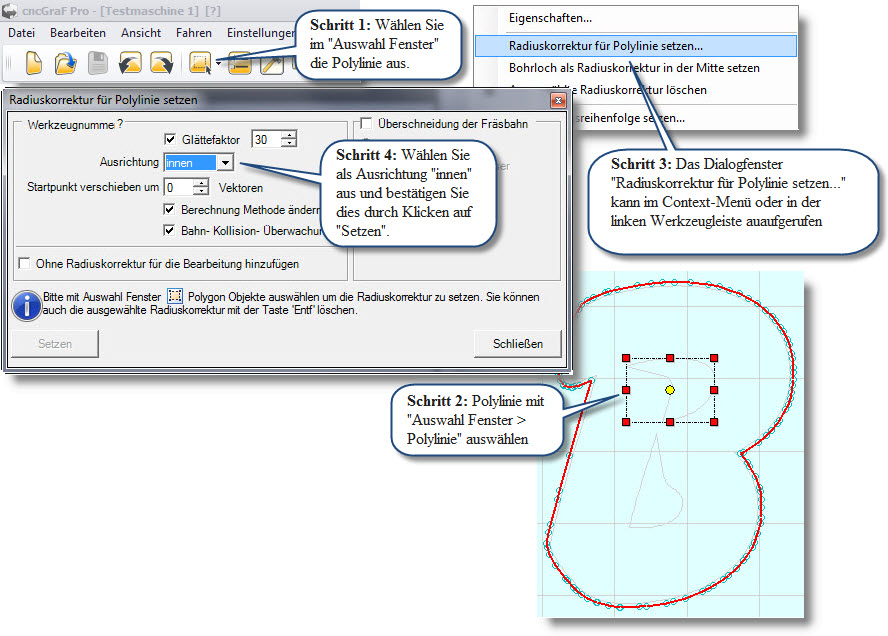
Ilustracja 8: Ustalenie korekty średnicy narzędzia
Po dokonaniu poprawnej nastawy parametrów i zdefiniowaniu korekty średnicy narzędzia, należy jednak przed przesłaniem danych do maszyny CNC
przeprowadzić wizualną kontrolę dokonanych korekt średnicy narzędzia (położenia ścieżek obróbki). W tym celu można przeprowadzić symulację obróbki i sprawdzić jej przebieg w widoku 3D.
Sposób postępowania w przypadku błędnie obliczonej korekty średnicy narzędzia (położenia ścieżki obróbki):
Istnieje kilka możliwości rozwikłania tego problemu:
•Ponieważ przy korekcie średnicy narzędzia niedopuszczalne jest by istniały wektory o tych samych współrzędnych (ukryte) co właśnie generuje błędy, należy przed dokonaniem tej korekty przeprowadzić optymalizację drogi przy włączonej opcji "Połącz wektory jak odstęp mniejszy niż"
(patrz ilustracja 2). Optymalizacja drogi odfiltrowuje podwójne wektory. Więcej na ten temat w rozdziale "Optymalizacja drogi".
•Jeśli błędne korekty średnicy narzędzia pozostają w dalszym ciągu (błędnie przebiegające ścieżki obróbki) należy zwiększyć faktor wygładzania, co najczęściej usuwa ten problem.
•Również funkcje "Punkt startu przesuń o ..." oraz "Zmień metodę liczenia" w okienku dialogu "Korekta średnicy narzędzia dlapolilinii" są pomocne przy korygowaniu nieprawidłowych obliczeń.
•Przeprowadzenie (obliczenie) korekty średnicy narzędzia dla otworów o średnicy równej średnicy freza nie jest możliwe. W tym celu użyta musi byćfunkcja "Otwór wiercenia wstaw w środek jako korektę średnicy narzędzia".
Polecenia DIN 66025:
cncGraF Pro wspomaga polecenia DIN 66025 G40, G41 oraz G 42. Dalsze informacje na ten temat znajdują się w rozdziale DIN 66025.
Istnieje również możliwość dokonania - z już istniejącej - nowej korekty średnicy narzędzia.
Ilustracja 10: Korekta średnicy narzędzia dla koła powstała z istniejącej już dla prostokąta.