|
<< Click to Display Table of Contents >> Łączniki referencyjne |
  
|
|
<< Click to Display Table of Contents >> Łączniki referencyjne |
|
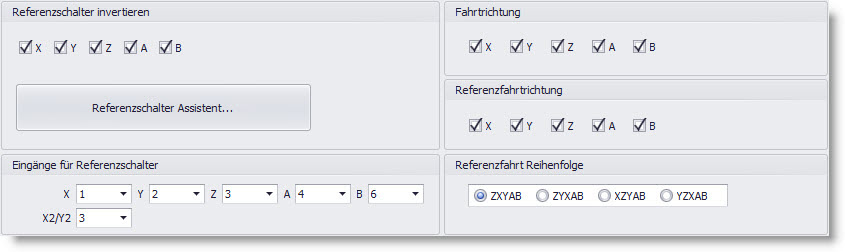
Dokonuje się tutaj stosownych nastaw łączników referencyjnych.
•Rozpocząć należy od kontroli kierunków jazdy dl osi X, Y oraz Z. W tym celu musi być włączona elektronika maszyny i być podłączona do PC (![]() Połączenie aktywne). Po tym należy poruszyć poszczególne osie w głównym okienku ręcznego sterowania (posuw ręczny)
Połączenie aktywne). Po tym należy poruszyć poszczególne osie w głównym okienku ręcznego sterowania (posuw ręczny)
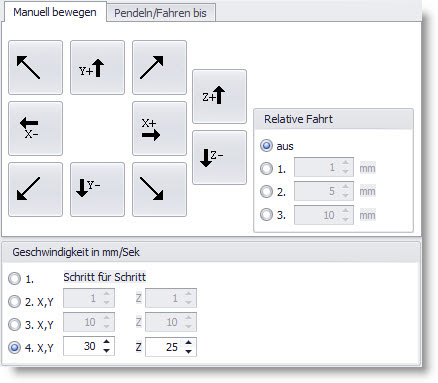
W celu dokonania jazdy na konkretnym odcinku należy uaktywnić w dolnej części okna dialogu "Szybkość w mm/sek" 4-ty punkt. Jeśli maszyna porusza się w prawidłowym kierunku (X - = jazda na osi X w kierunku zera) nie należy dokonywać jakichkolwiek zmian w tej osi. Jeśli zaś maszyna porusza się niewłaściwym kierunku, należy dokonać zmiany kierunku ruchu (inwersji) w punkcie menu "Kierunek ruchu" poprzez usunięcie haczyka przy X (standardowo zaznaczone są haczyki). Analogicznie postępuje się z innymi osiami.
•Po dokonanej nastawie i dopasowaniu kierunków ruchu dla wszystkich potrzebnych osi należy postawić przy osiach odpowiednio haczyki w menu
"Kierunek jazdy referencyjnej".
•Z kolei należy skontrolować wejścia łączników jak poniżej:
1. W ręcznym sterowaniu należy na tyle zwolnić łączniki referencyjne, by można je było poruszyć ręką.
2. Otworzyć okienko "Złącze" na panelu głównym "Widok" > "Złącze" lub poprzez kombinację klawiszy Ctrl+I.
3. Po kolei należy ręką poruszyć poszczególne łączniki. Jeśli zmieni się w polu poszczególnego pinu "Wejścia: Con2" status z L na H znaczy to, że odpowiedni pin został zidentyfikowany.
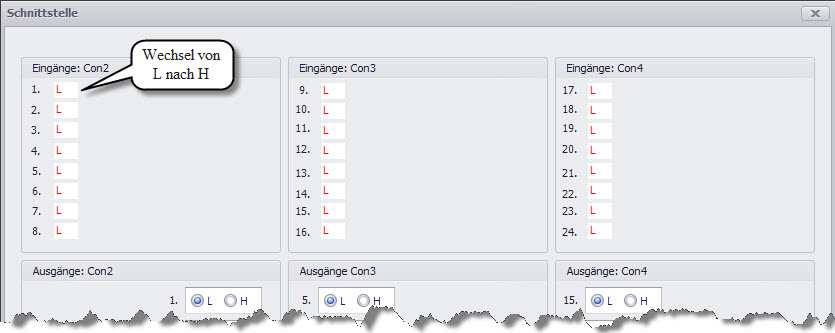
4. Wreszcie należy zapisać w polu "Wejścia dla łączników referencyjnych" odpowiednie numery pinów i to osobno dla każdej osi.
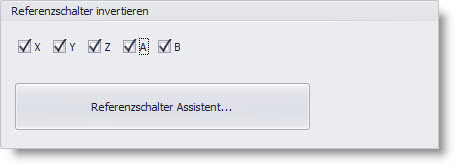
•Jako krok następny definiuje się rodzaj łączników poprzez wywołanie asystenta łączników referencyjnych. Określa on automatycznie jego rodzaj
(otwieracz, zamykacz) i stawia odpowiednio do tego w polach haczyki.
•W końcu ustala się w menu "Kolejność jazdy referencyjnej" w jakiej kolejności osi dokonywać się powinna jazdy referencyjna. Preferuje się tutaj kolejność ZXYAB i ZYXAB. Kombinacji typu XZYAB i YZXAB nie zaleca się ponieważ wówczas oś Z nie zostaje zwolniona jako pierwsza i w związku z tym istnieje niebezpieczeństwo najazdu freza na obrabiany materiał i ich ew. uszkodzenia.
Po zakończeniu w.w. nastaw należy dokonać dalszych ustawień "Szybkości".