|
<< Click to Display Table of Contents >> Opcje |
  
|
|
<< Click to Display Table of Contents >> Opcje |
|
W okienku dialogu "Opcje" znajdują się nastawy programu podzielone na kilka obszarów.
Opis |
Klawisz |
Polecenie z menu |
Symbol |
|---|---|---|---|
Dopasowanie nastaw programu |
brak |
Ustawienia>Opcje |
|

Ogólne:
.
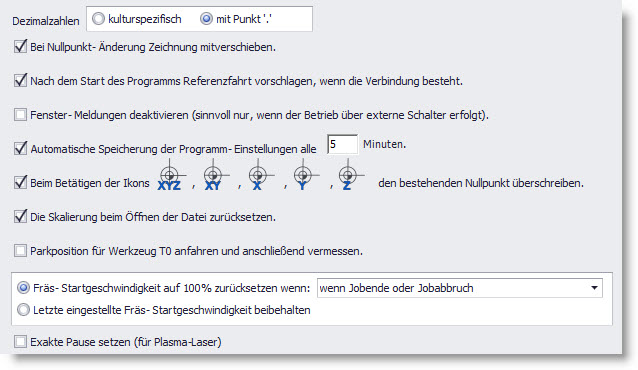
Abbildung 1: Allgemeine Einstellungen
Funkcja "Przez naciśnięcie ikony ![]() ,
, ![]() ,
, ![]() ,
,![]() ,
,![]() zastąp istniejący punkt zerowy" posiada następujące zadanie (patrz przykład 1 i 2):
zastąp istniejący punkt zerowy" posiada następujące zadanie (patrz przykład 1 i 2):
Przykład 1 (funkcja nie jest aktywna):
1.Istnieje jeden punkt zerowy o współrzędnych X = 10, Y = 20, Z = 70.
2.Nastąpił najazd na pozycję o współrzędnych X = 10, Y = 5, Z = 70.
3.Przez naciśnięcie wyłącznika ![]() zostaje ustalony nowy punkt zerowy o współrzędnych X = 10, Y = 5, Z = 70. Poprzedni punkt zerowy o współrzędnych X = 10, Y = 20, Z = 70 zostaje zdeaktywowny ale istnieje nadal w liście punktów zerowych.
zostaje ustalony nowy punkt zerowy o współrzędnych X = 10, Y = 5, Z = 70. Poprzedni punkt zerowy o współrzędnych X = 10, Y = 20, Z = 70 zostaje zdeaktywowny ale istnieje nadal w liście punktów zerowych.
Przykład 2 (funkcja jest aktywna):
1.Istnieje jeden punkt zerowy o współrzędnych X = 10, Y = 20, Z = 70.
2.Nastąpił najazd na pozycję o współrzędnych X = 10, Y = 5, Z = 70.
3.Przez naciśnięcie wyłącznika ![]() zostaje ustalony nowy punkt zerowy o współrzędnych X = 10, Y = 5, Z = 70. Poprzedni punkt zerowy o współrzędnych X = 10, Y = 20, Z = 70 zostaje zastąpiony na liście punktów zerowych nowym o współrzędnych X = 10, Y = 5, Z = 70.
zostaje ustalony nowy punkt zerowy o współrzędnych X = 10, Y = 5, Z = 70. Poprzedni punkt zerowy o współrzędnych X = 10, Y = 20, Z = 70 zostaje zastąpiony na liście punktów zerowych nowym o współrzędnych X = 10, Y = 5, Z = 70.
Funkcję "Wykonaj dokładnie przerwę" winno się uaktywnić jeśli następuje obróbka z użyciem plazmy i lasera.
Przy nieaktywnej funkcji ale po uruchomieniu przycisku "przerwa" maszyna zatrzymuje się wprawdzie na życzonej pozycji nastąpi jazda maszyną na początek wektora jednak ponowne rozpoczęcie nastąpi nie dokładnie od tego miejscu, w którym nastąpiło naciąnięcie przycisku "przerwa".
Meldunki:
Przed uruchomieniem nowego zadania można sprawdzić pozycje rysunku i materiału, obecność rozkazu M03 (jedynie DIN 66025) oraz czy dokonana została jazda referencyjna.
W tym celu należy postawić haczyki przy żądanych meldunkach (patrz ilustracja 2).
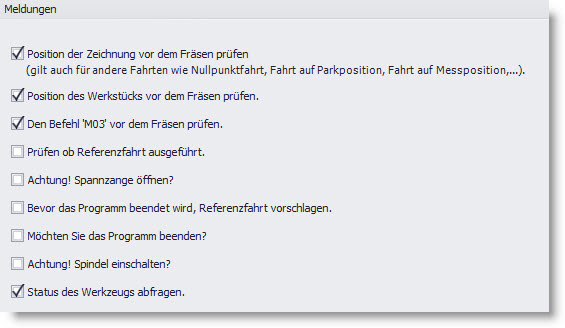
Ilustracja 2: Przegląd przez wszystkie meldunki.
Znaczenie poszczególnych meldunków:
Sprawdź pozycję rysunku przed frezowaniem. |
|---|
Przy wyborze tej opcji sprawdzone zostanie, czy rysunek znajduje się w obrębie materiału. |
Sprawdź pozycję materiału przed frezowaniem. |
|---|
Przy wyborze tej opcji sprawdzone zostanie, czy materiał znjduje się w obszarze roboczym maszyny. Przy niespełnionym warunku ukazuje się meldunek ostrzegawczy. |
Sprawdź rozkaz "M03" przed frezowniem. |
|---|
Przy wyborze tej opcji sprawdzone zostanie, czy we wczytanym NC-pliku znajduje się rozkaz "M03" (frezarka włączona).Jeśli brak jest tego rozkazu istnieje niebezpieczeństwo, że wrzeciono maszyny nie obraca się ,a maszyna mimo to próbuje zagłębić narzędzie w materiał. |
Sprawdź, czy przed frezowaniem została wykonana jazda referencyjna. |
|---|
Po wystartowaniu cncGraF Pro musi być każdorazowo na początku przeprowadzona jazda referencyjna. Przy wyborze tej opcji cncGraF Pro sprawdza, czy została faktycznie przeprowadzona jazda referencyjna. Przy niespełnionym warunku ukazuje się meldunek ostrzegawczy. |
Uwaga! Czy naprawdę otworzyć uchwyt mocujący narzędzie? |
|---|
Przy wyborze tej opcji uchwyt mocujący narzędzie nie zostaje otwarty natychmiast (np. ze względu na to, że wrzeciono wytracając prędkość może się jeszcze obracać!) lecz ukazuje się właśnie meldunek w formie powyższego pytania. |
Zaproponować jazdę referencyjną przed opuszczeniem programu. |
|---|
Zaleca się przy dużych maszynach wykonać jazdę na punkt zerowy maszyny zanim opuści się program. W przeciwnym przypadku przy starcie nowego programu przeprowadzana jest zawsze jazda referencyjna, która jest zawsze jazdą znacznie wolniejszą od maksymalnej. |
Zakończyć program? |
|---|
Przy wyborze tej opcji ukazuje się przed ukończeniem programu powyższe pytanie, czy cncGraF Pro ma rzeczywiście zakończyć program. |
Uwaga! Czy załączyć wrzeciono? |
|---|
Przy wyborze funkcji "Posuw ręczny" wrzeciono nie włącza się natychmiastowo lecz ukazuje się powyższe zapytanie. |
Odpytać status narzędzia Status des Werkzeugs abfragen. |
|---|
Przy użyciu automatycznego magazynku narzędzi cncGraF Pro odpytuje aktualny status narzędzia po starcie programu. |
Edytor tekstu:
Istnieje możliwość podłączenia zewnętrznego edytor tekstu, który jest w stanie załadować pliki: HPGL, DIN 66025 lub Sieb&Meier.
Jeśli przy pomocy cncGraF Pro został załadowany jeden z tych wymienionych plików można wówczas ten plik otworzyć edytorem tekstu w menu typu pulldown "Plik>Otwórz edytorem".
Plików typu GRF nie da się opracowywać edytorem tekstu.
Kolory i raster:
Można dokonać tutaj wyboru kolorów dla określonych wektorów.
Należą do nich:
•Bieg jałowy •Punkty początkowe i końcowe wektorów •Nieaktywne wektory
|
•Kierunek frezowania •Korekta średnicy narzędzia •Punkty startowe wektorów |
Oprócz tego można tu dokonać nastawy wielkości rastera; alternatywnie w milimetrach lub calach. Poszczególne elementy da się również w widoku ukryć lub wświetlić używając nastaw w menu typu pulldown "Widok".
Czcionki&Symbole:
W menu tym można skonfigurować poszczególne paski z symbolami (Standard, Widok, Edycja rysunku, Optymalizacja drogi, Korekta średnicy narzędzi). Poprzez wpisanie haczyka ustala się, która ikonka ma być widoczna, a która nie. Oprócz tego można też zmienić wielkość ikonki jak i rodzaj użytej czcionki dla przedstawienia współrzędnych absolutnych, czy relatywnych.
3D:
Można tutaj uaktywnić/wyłączyć widok w 3D. Również można tu ustalić, czy ma być pokazany zakres roboczy maszyny jak i też materiał obróbki. Odpowiednimi suwakmi da się też ustawić przeźroczystość wybranych kolorów.
Pliki:
Można tutaj zdefiniować, jak należ pozycjonować rysunek po otwarciu pliku (na punkcie zerowym, w środku materiału, w środku punktu zerowego, czy też na pozycji oryiginalnej). Jako alternatywn opcja stoi tutaj też do dyspozycji możliwość uktywnienia po otwarciu pliku okna dialogu "Jednostki i skalowanie", jak też ukazania ostatnio użytego typu pliku.
DIN 66025:
Po załadowaniu pliku typu DIN 66025 ukazane są (jeśli plik takie posiada) zawarte w nim prędkości. Prędkości te podane są (polecenie typu "F") w mm/min. Ponieważ cncGraF Pro korzysta z prędkości podanych w mm/sek system przelicza je automatycznie.Prędkości można wywołać z magazynku narzędzi lub dopasować przy pomocy współczynnika (faktor).
Opis |
Klawisz |
Polecenie z menu |
Symbol |
|---|---|---|---|
DIN 66025 pokazuje wszystkie prędkości otwartego pliku |
brak |
Ustawienia>Opcje> |
brak |

Ilustracja 3: Parametry pliku DIN 66025
DIN 66025 umożliwia poniższe nastawy:
•Defeinicja litery dla 4-tej osi
•Definicja 4-tej osi w stopniach.
•Polecenia G02/03 (Luk kola zgodnie/przeciwnie do ruchu wskazówek zegara) relatywne.
•Zmiana kierunku osi Z (inwersja wektorów)
•Czas rozpędu wrzeciona głowicy w milisekundach
•Polecenia M20 oraz M21 dla palnika plazmowego
•Przedstawienie punktów wiercenia jako krzyżyki
•Rozdzielczość łuków ("niska"/"wysoka")
•Definicja dla przekaźników (Polecenie M).Przy ich pomocy dają się włączać/wyłączać określone urządzenia.
•Uruchomienie przekaźnika dla M04 (obroty w lewo)
HPGL:
Nieraz jest korzystne, aby zanim rozpocznie się proces frezowania chwilkę odczekać po zagłębieniu się narzędzia w materiał. Nastawy tej w milisekundach dokonuje się w "czas po opuszczeniu narzędzia". Analogicznej nastawy - jednak przed uniesieniem narzędzia (narzędzie pozostaje jeszcze krótko w materiale obrabianym) - dokonać można w "czas przed podniesieniem narzędzia" również w milisekundach.W "czas rozpędu głowicy" definiuje się czas w milisekundach potrzebny do osiągnięcia prędkości roboczej narzędzia przed rozpoczęciem obróbki materiału.
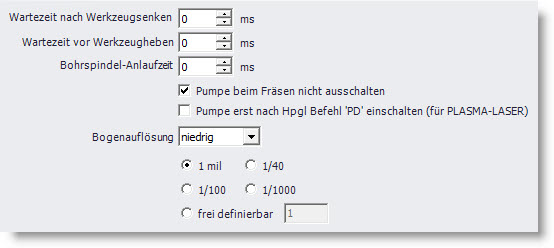
Ilustracja 4: Przegląd przez nastawy interpretera HPGL
DXF:
Przy aktywnej opcji "Ignoruj wyskokość Z" wszystkie załadowane pliki typu DXF sa plikami 2D.
W związku z tym wartości dla Z są ignorowane (wyzerowne, por.rozdział interpreter DXF).
Sieb & Maier:
Rozróżnia się pomiędzy dwoma typami plików wiertarskich (por. rozdział "Interpreter danych wiertarskich"). Ustawienie haczyka przed pozycją "zawsze 5-cio cyfrowy" ustala format tych danych.
Postscript:
Można tutaj dokonać nastawy rozdzielczości łuków (niska, średnia, wysoka i b. wysoka).
|
Nastawy te nie wpływają na już otwarte pliki. Dlatego też należy dokonać tych nastaw PRZED otwarciem żądanego pliku. |