|
<< Click to Display Table of Contents >> G40/41/42 - Korekta średnicy narzędzia=ścieżki obróbki |
  
|
|
<< Click to Display Table of Contents >> G40/41/42 - Korekta średnicy narzędzia=ścieżki obróbki |
|
cncGraF Pro interpretuje polecenia G40, G41 oraz G42. Po załadowaniu pliku DIN 66025 zawierającego polecenia G41/G42 ukazuje się okienko dialogu do korekty średnicy narzędzia.
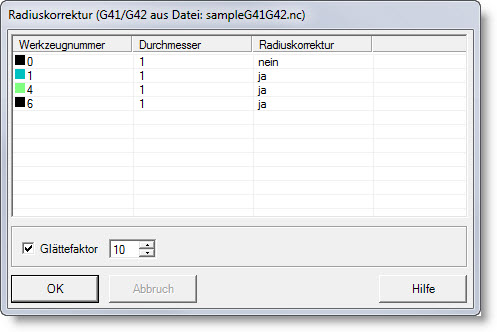
W okienku dialogu "korekta promienia G41/G42" można określić średnice narzędzia oraz współczynnik wygładzania.
W celu bezbłędnej korekty promienia należy ściśle przestrzegać następująicych reguł:
•Opuszczenie narzędzia następuje w czasie zwykłej Z-jazdy w dół; zanurzenie/wynurzenie w/z materiał(u) narzędzia nie jest obecnie wspomagane poprzez "korektę promienia".
•Korekta ścieżki obróbki (polecenia G41 oraz G42) zostaje wywołana dopiero po opuszczeniu narzędzia (por. przykład 7: wiersz N70 i N80).
•Korekta ścieżki obróbki zostaje skasowna przed podniesieniem narzędzia (por. przykład 7: wiersz N110).
Beispiel |
|---|
N10 T1 D3 (Wybór numeru narzędzia i jego średnicy) N15 G00 Z20.0 (Narzędzie podnieść) N20 M03 N30 G00 X15.200 Y60.0 N40 G01 X20.0 Y60.0 N50 G00 Z1.0 N60 F75 N70 G01 Z-4.0 (Narzędzie opuścić)
N80 G41 G03 X100.0 Y60.0 I40.0 J0.0 (Wywołanie korekty ścieżki obróbki, narzędzie na lewo od konturu) N90 G03 X20.0 Y60.0 I-40.0 J0.0
N110 G00 G40 Z20.0 (Skasować korektę ścieżki obróbki, narzędzie podnieść)
N120 G00 X0.0 Y0.0 N130 G00 Z1.0 N140 M30 (Koniec programu) |
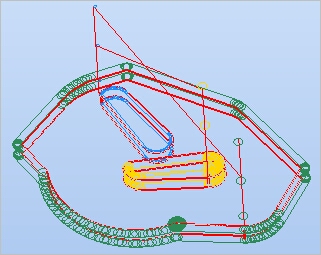
•Należy koniecznie w widoku/symulacji 3D sprawdzić obliczoną korektę ścieżki obróbki..
Dalsze przykłady znajdują się w cncGraF Pro w spisie "Examples".
NC-plik "sample2G41G42.nc" zawiera wiele narzędzi oraz dwa poziomy obróbki .